Assemblage
de panneaux.
Il existe plusieurs méthodes d'assemblage
des panneaux: ruban adhésif, soudage au fer chaud,
soudage à air chaud. Toutes ces méthodes demandent
un tour de main particulier.
L'assemblage à l'adhésif
est délicat pour ne pas provoquer de bulles
sous l'adhésif, ne pas se fixer au mauvais endroit,
etc.
Attention aux qualités d'adhésifs
et de film support.
En fait, très peu d'adhésifs
résistent à la chaleur. La surface du film
PEHD noir peut atteindre 70°C en surface et l'air interne
50° au voisinage du film. En pratique un assemblage
de panneaux est impossible à envisager au ruban adhésif.
Cet assemblage servira pour l'ouverture
basse et le cercle de charge qui dont la température
s'élève très peu.
Le soudage au fer chaud
demande une panne particulière et une excellente
maîtrise de la vitesse d'avance du fer. Une panne
à roulette semble idéale, mais je n'ai pas
testé.
C'est la méthode la plus
utilisée pour les lignes courbes.
Le soudage à air chaud
est tolérant
.  Un chalumeau à décaper
et/ou à souder ayant un réglage de température
convient, et si possible avec réglage de débit
d'air
Un banc de soudage est nécessaire
pour faire le soudage à air chaud. Il existe différentes
manières de disposer les films à souder et
de les presser entre deux pièces généralement
en bois. Après avoir essayé ceux dont j'avais
la description, j'ai optimisé par essais le montage
décrit ci-contre .
S'entraîner pour régler
la puissance et le débit du chalumeau et sa vitesse
d'avance. Eviter toute chauffe trop brutale.
Pour réaliser les
soudures la température de l'air soufflé est
de 220 °C et 250 °C pour les réparations.
-
|
|
Banc de soudage
à air chaud
Ce banc optimise la facilité
de mise en place, la pression sans jeu entre les mors, la
maîtrise de la soudure et sa qualité.
Il se compose d'une plaque d'isorel 40 x
120 cm pour protéger la table sur lequel il repose. Sur
une cornière en alu 15x27x1,5 mm posée à
cheval vient ensuite, débordant de 2 cm la cornière,
est placée une seconde plaque isorel 20 x100 cm . Sur
elle sont disposés les deux films à assembler.
Une plaque isorel 60 x 120 cm les recouvre. Avec une planche
(voir ci-dessous) on presse l'ensemble pour ne laisser aucun
jeu entre les deux films, Des profils du bord des plaques ou
arrondis ou avec des changements de direction sont possibles.
J'utilise l'extrémité à angle droit pour
les changements de direction de soudure.
Positionnement.
Il existe plusieurs variantes.
Le film dépasse de 6 à
10 mm entre deux plaques d'isorel posées à
plat et parfaitement plaquées l'une contre l'autre
sans aucun jour. Sinon l'air chaud s'engouffre dans l'interstice
et le film se rétracte avant d'être soudé.
-
J'ai trouvé que la soudure
se fait mieux avec deux plaques d'épaisseur 2,4 mm
plutôt qu'en épaisseur de 3,2 mm.
Placer contre le film PEHD les
surfaces isorel de même nature.
Appui
Une planche verticale 3 x 14 cm
bien rectiligne décalée à ~2 cm du
bord permet de fortement presser les deux plaques l'une
contre l'autre. Cela empêche aussi d''envoyer de l'air
chaud sur le film en arrière de la zone soudée.
Elle est assez haute pour ne pas se brûler la main
qui la maintient.
- La rétraction et le retrait provoquent des plis
au voisinage de la soudure.
-
|
Le retrait des soudures
Le soudage à chaud et notamment
le soudage à air chaud provoquent un retrait longitudinal
du plastique. Ce bourrelet après soudage a l'avantage
de donner un peu de rigidité et de solidité
locale, mais il ne faut cependant pas en abuser. Plus le
bourrelet est important et plus il y a de retrait.
Un léger étirage
après soudage évite quelques plis.
Les plaques isorel ont une face
glacée et l'autre lisse mais plus rugueuse que la
face glacée. Je me suis rendu compte que lorsque
le film est inséré entre une face glacée
et une face lisse, il y a un glissement d'un film par rapport
à l'autre, et sur une longueur de 2,4 m il y avait
une différence de ~5cm.
-
|
|
Épaisseur de film?
Une des questions que je me posais
est l'épaisseur du film. Pour le moment j'ai utilisé
du film plastique bleu ciel d'épaisseur 13µ
dont je dispose facilement et le film PEHD noir de 20µ.
.En épaisseur 12µ
ce n'est pas si facile de faire de bonnes soudures sans
le bon réglage.
En épaisseur 20µ c'est
relativement plus facile.
Je songe à faire des ballons
de petites dimensions avec du film noir de 10µ car
il est moitié plus léger que du film 20µ,
mais le soudage risque d'être moins évident..
|
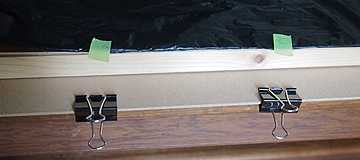
Réprise de soudure
Bien entendu, rien n'est parfait
et j'ai dû remédier à quelques réparations.
Le montage est le même qu'en
soudure initiale. La difficulté est qu'à cause
du retrait, les soudures ne sont pas rectilignes mais ont
une forme courbe.
• Repérage de la zone avec
du ruban jaune peu adhésif et report de la zone à
chauffer avec des clips sur la plaque de protection.
• Il ne faut pas non plus qu'un
endroit de la soudure soit placé entre les plaques
car il y aurait du jeu au voisinage ce qui serait dommageable
par retrait et par rétractation à chaud du
film.
Pour réussir les réparations,
j'utilise la plaque isorel de dessus sur sa largeur.
• La zone à réparer
dépasse progressivement jusqu'à 5 à
8 mm afin d'avoir un peu de matière du film en épaisseur
initiale. Sans ce dépassement la soudure de réparation
ne se fait pas. Il semble que 5mm soit une largeur nécessaire
pour permettre la rétractation du film et son ramollissement
suffisant pour que la soudure se fasse.
• En fin de soudage j'insiste un
peu plus en revenant sur la zone avec le chalumeau pour
assurer un bon ramollissement de la totalité du cordon
La soudure terminée, la
zone réparée accuse une rétractation
plus forte que la zone initiale avoisinante, mais la réparation
est assurée.
-
|
|
-
-
-
-
|